
Work progress
- Technology Development
The objective of this action is the selection and development of the components that are necessary to achieve a certain base quality and, additionally, extra qualities. These components should be suitable to be combined in the multifunctional modular renovation elements and be suitable to be processed in an automated production process. Technology Development starts with an inventory of the initial performance criteria and requirements. These criteria will be used during all the project phases to assess the performances of the solutions.
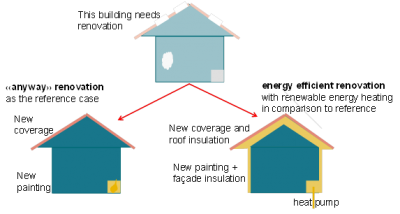
Figure: «Anyway renovation» vs. «energy related renovation
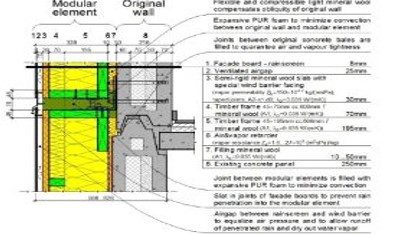
Figure: Initial performance criteria and requirements towards a life cycle approach
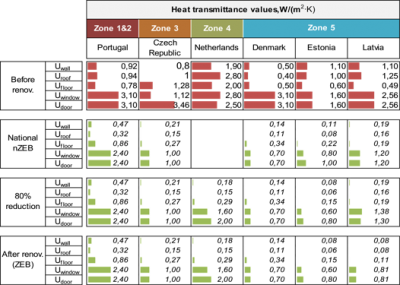
Figure: Modified external wall with modular element
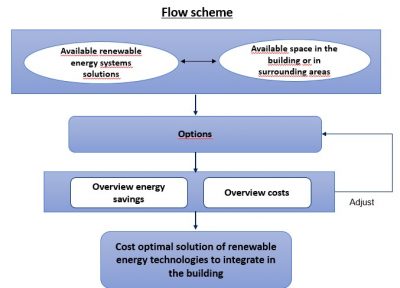
Figure: Integration of renewables cost optimization
Requirements for building envelope vary depending on requirements on indoor climate and energy performance in specific country, outdoor climate, availability of renewable energy, and building typology.The thermal transmittance of the modular wall panels for nZEB was 5% from pre-renovation thermal transmittance in Latvia (Uw.nZEB 0.19 W/(m2 K)), 10% in Estonia (Uw.nZEB 0.11 W/(m2 K)) and up to 50% in Portugal (Uw.nZEB 0.47 W/(m2 K)). This shows that panels manufacturer may have difficulties to develop a single product for the whole Europe. Differences in climates and national regulations cause different requirements on thermal transmittance of building envelope. The strictest requirement on transmittance of building envelope is in Denmark and in Portugal, requirements on thermal transmittance of building envelope are the lowest for nZEB. For roof the decrease of thermal transmittance was smaller mainly due to smaller thermal transmittance before renovation. Results show the difficulties to reach ZEB in multistory apartment buildings.
Link to presentation: Initial-performance-criteria-and-requirements
More detailed reports coming soon.
- System Integration
This action will be the link between all the technical possibilities , as developed in WP 2, the actual application in houses in the different regions, and the conditions set for optimal processing (WP4), leading to a range of choices for the user/ owner of the house. This requires a inventory and classification of different building configurations in the 4 regions addresses, development of load bearing structure alternatives for the different types, optimization of the configuration of the elements itself: technical, environmental and demand driven, and in combination with ‘engine’ options, as well as a range of structural connectors of the elements to the facade and roof structure. This will provide the bandwidth of possible alternatives configurations for different types of houses. And the basis for the tools to develop to inventory the wishes of the end-user and to translate these wishes into a program for seceding and producing the concept.
The elements should be tooled to provide the optimal performance between reduction of energy demand and production of renewable energy, taking into account both the energy consequences as well as the material impacts the materials impacts as well. Important is the insulation level thickness and composition, in relation to the amount of energy production conversion devices, in terms of energy and material impacts, to comply with not only the energy efficiency strategies of the EU but as well, the resource efficiency strategy targets set by the EU. On the constructive side a basic concept for the elements load bearing and connecting details will be developed in order to guarantee the performance of the system, constructively, but also energetically (among others air tightness).
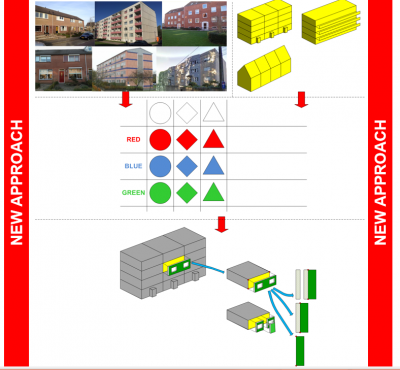
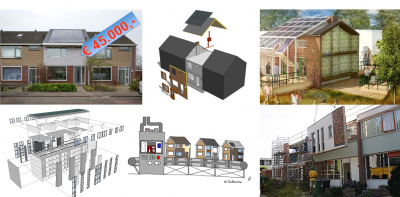
Figure: Approach platform development
More detailed reports coming soon.
- Production and Process
The main objective of task is the development and demonstration of new automated production lines for multifunctional modular renovation elements. This concerns product lines for mass customization, applied in an extreme automated line-production in a ‘series of 1’ supporting production facility. These automated production lines support a line production that is effective on series-1 as well as large series and seamlessly combine into mass customization principles; aimed at supporting prefabrication for extreme retrofitting of homes. The extreme automation makes it possible to produce end-user-defined (by choice) integral products efficient in small (1) as well as large series.
Machine instructions then need to come from automated computerized numeric control instruction generation based on BIM and in-situ measurements. Plant management is organized in software solutions that support line-balancing as well as JIT (just in time) and flow. Line design needs to support scalability in product complexity, support of more than one product-market combination and output.
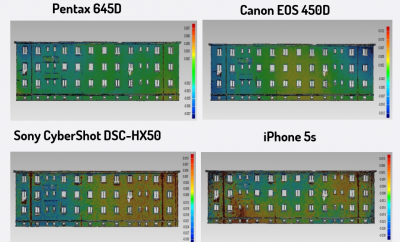
Figure: General comparison of photogrammetry and LS methods
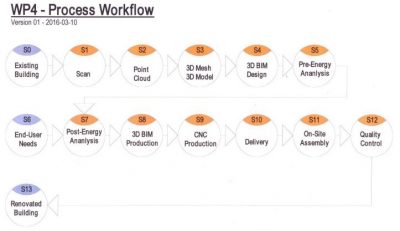
Figure: Process Workflow
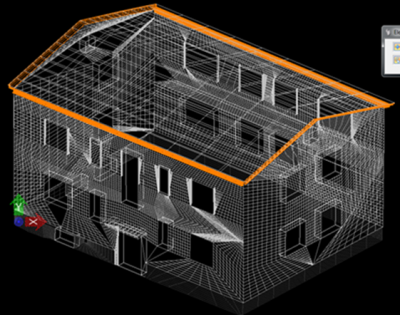
Figure: The SmartSurface model of the building generated with Bentley software
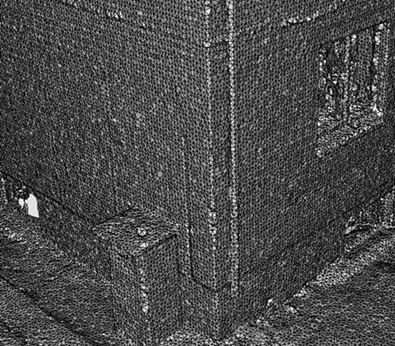
Figure: The triangulated surface of the corner of building walls generated with 3DReshaper software
Photogrammetric and laser scanning methods have been used and tested for the building documentation in the MORE-CONNECT project. Testing shows that both methods are convenient. Use of a particular method is based on project specifications and requirements as well as on ordering party preferences. Use of Ground control points (GCP) is recommended for higher accuracy demands (<5mm) and when larger objects (residential houses) are of interest. Geodetic total station provides fine and quick GCP measurements.
A laser scanning process is the fastest method of 3D data acquisition for the existing buildings. The selection of the scanner type and scanning setup depends on the architecture or geometric complexity of the building elements.
The accuracy of the points in the point cloud and average spacing between points in the processed point cloud is within 3 mm range. The accuracy of the surface model automatically generated from the point cloud with standard algorithms is within 5-10 mm.
The accuracy of a manually traced BIM model of the building highly depends on the accuracy of point cloud and the experience and the skills of the modeller. The tested building example is very simple therefore in the case of realistic and more complex buildings more precise scan data might be required.
3D scanning allows to evaluate verticality movement of the wall at the height from foundation. Thus more precise information on modules properties and fasteners is available.

Figure: Verticality movement of the wall at the height from foundation (Latvian case buildings)
More detailed reports coming soon.